直销电话
13652031118
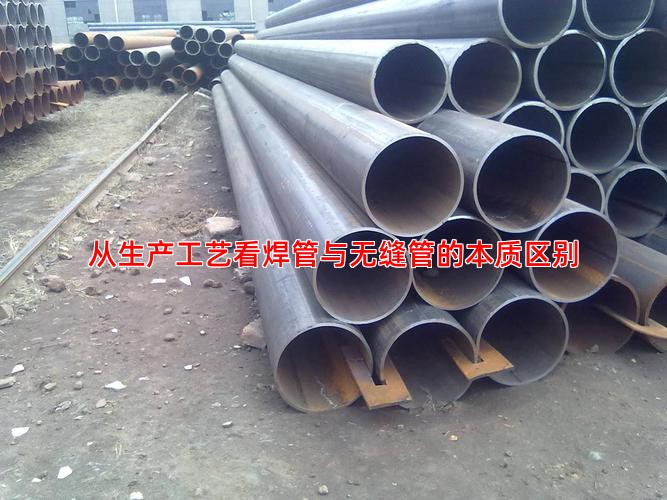
在钢管选型时,很多用户对焊管和无缝管的区别存在误区,认为无缝管一定优于焊管。从技术角度来看,这两种管材的根本差异在于生产工艺,从而决定了其性能特点和应用场景。焊管,顾名思义,是以钢带或钢板为原料,经过成型、焊接(高频电阻焊、埋弧焊等)工艺制成。而无缝管则是将实心管坯穿孔后,经热轧、冷轧或冷拔等工序制成,全程无焊缝。因此,无缝管在承压均匀性和部分高要求领域有优势,但现代高品质焊管,通过精密的焊接工艺和后续热处理,其焊缝区域的性能已接近母材,在许多中低压流体输送、结构领域完全可替代无缝管,且具有尺寸精度高、成本相对较低的优势。
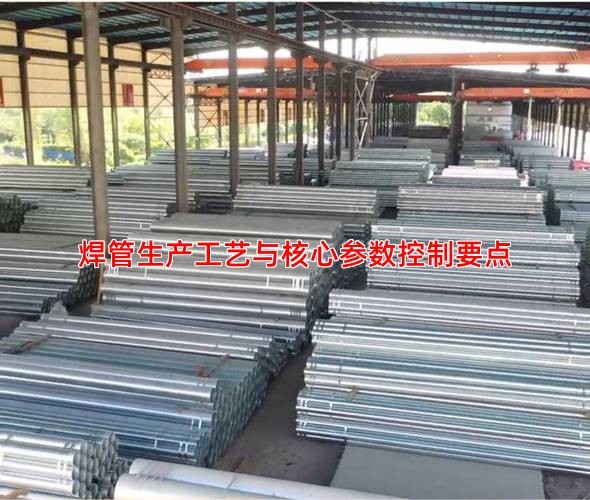
钢管生产工艺是决定终产品质量的核心。以我们常用的高频焊管(ERW)为例,其流程主要包括开卷、矫平、成型、焊接、去内外毛刺、冷却、定径、矫直、切断等。在实际生产中,我们认为以下几个工艺参数是质量控制的关键:首先是成型工艺,它决定了管坯的合缝质量;其次是焊接参数,如焊接功率、频率和速度,直接影响焊缝的熔合深度和晶粒度。根据我们的工艺实践,壁厚公差通常需要严格控制在±7.5%至±10%以内(视标准而定),这对于后续加工装配至关重要。热处理(如退火)温度建议控制在Ac1相变点以下,约650-700℃,以消除焊接应力、细化晶粒。探伤检测合格率是我们考核生产线稳定性的硬指标,必须达到100%在线检测。
查询产品规格型号参数大全时,用户应重点关注几项核心的钢管技术参数:外径、壁厚及其公差、长度、材质牌号及力学性能(如屈服强度、抗拉强度)。这些参数直接关联到钢管质量标准和终应用安全。例如,壁厚不均或超负公差会直接导致承压能力下降。在钢管加工技术中,常见的缺陷包括焊接缺陷(如未焊透、夹渣)、几何尺寸超差以及表面缺陷(划伤、压痕)。解决这些问题,需要从原料带钢质量、设备状态(如轧辊磨损)、工艺参数稳定性三方面系统排查。我们坚持,严格的过程控制远胜于事后检验。如有技术问题需要深入探讨,欢迎来电交流:。
