直销电话
13652031118
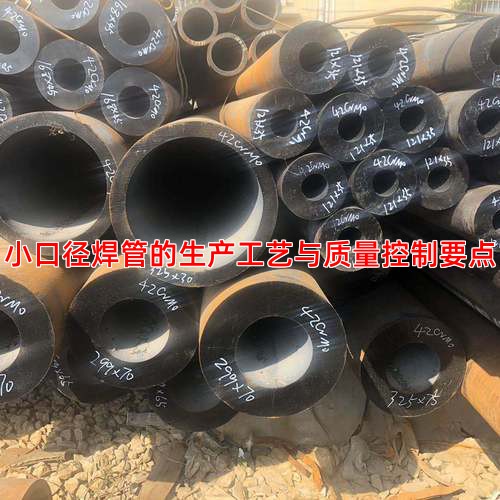
在钢管行业,小口径焊管因其用途广泛而备受关注。从技术角度来看,其核心在于稳定的成型焊接工艺与严格的质量控制。在实际生产中,我们通常采用高频焊接(HFW)工艺,其关键在于将钢带边缘加热至熔融状态,在挤压辊作用下实现金属键合。根据我们的工艺实践,成型角度、开口角、V型收敛点位置以及焊接功率的匹配至关重要。例如,壁厚公差必须控制在±10%以内,这直接关系到后续加工与承压性能。质量控制上,我们不仅依赖水压试验,更重视在线涡流或超声波探伤,确保焊缝缺陷检出率,这是衡量一个批发厂家技术实力的硬指标。
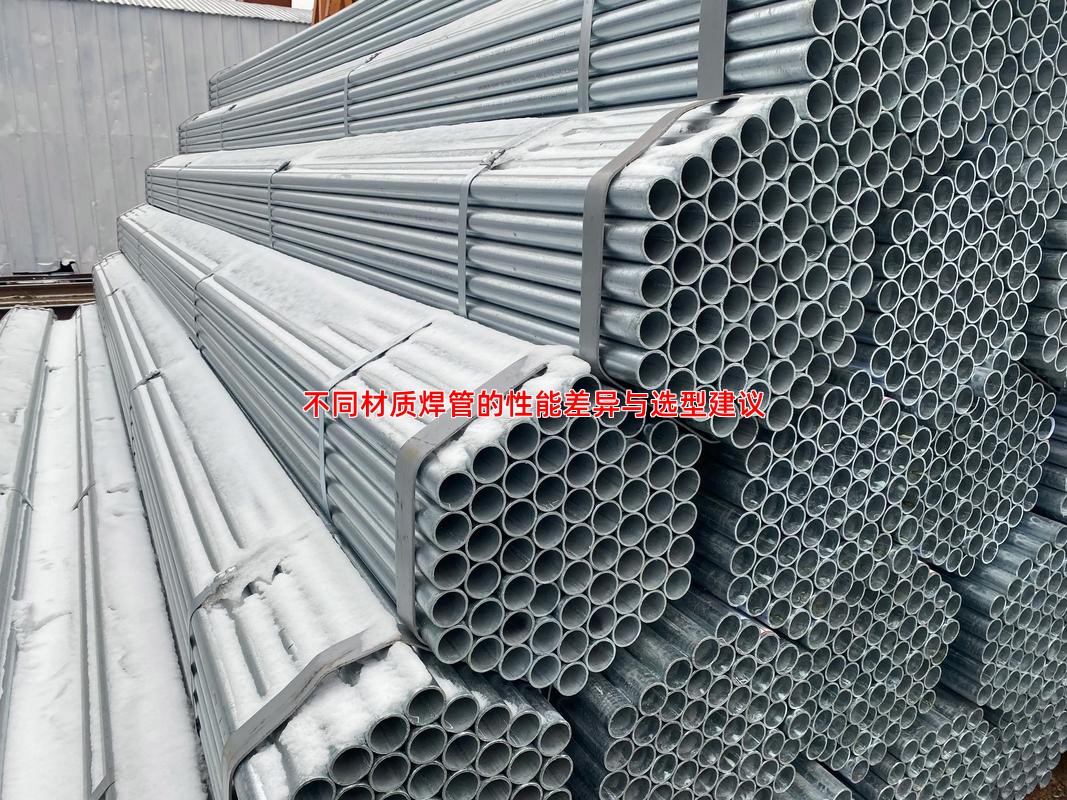
小口径焊管的材质选择直接决定了其应用场景和寿命。常见的Q235B碳钢管,成本较低,适用于一般结构支撑;而Q345B低合金钢管强度更高,常用于机械构造和承重部件。对于防腐要求高的场合,如消防、给排水,就必须用到涂塑钢管。这里我要明确一个技术观点:涂塑钢管的价格并非单纯“多少钱一米”,其成本核心在于基管质量、涂层材料(环氧树脂或聚乙烯)及工艺。我们采用的流化床浸塑或静电喷涂工艺,涂层附着力是关键,检测时需达到1-3级的划格实验标准。若内壁防腐不足,极易在潮湿环境下发生穿孔泄漏。
选择批发厂家,不能只看价格,更要看其技术管控能力。在实际生产中,小口径焊管常见缺陷包括焊缝灰斑、未焊透、搭焊以及涂塑层的针孔、橘皮现象。这些问题往往源于原料带钢的边部质量、焊接热处理温度控制不当(通常中频热处理建议在950℃±10℃),或涂塑前处理不彻底。因此,我建议采购时,应重点考察厂家的原料来源、是否具备完整的在线检测设备(如探伤仪、涂层测厚仪),以及能否提供详尽的钢管技术参数与质量证明书。一个技术过硬的厂家,会主动沟通这些钢管加工技术细节,而非仅仅报价。
钢管生产工艺的稳定性是长期合作的基础。若有具体的钢管质量标准疑惑或项目选型难题,需要技术支持或工艺咨询,欢迎来电深入交流:。
