直销电话
13652031118
在工程选型中,很多朋友常直接询问“钢塑复合管价格多少钱一米”,这其实是一个误区。价格与规格、基管材质、工艺质量直接挂钩,脱离技术参数谈价格没有意义。作为有十多年一线经验的工程师,我认为选型必须先懂“里子”——也就是基管的生产工艺与质量,这直接决定了复合管的性能与寿命。今天,我就结合我们的生产实践,重点剖析作为基管之一的高频焊管生产工艺流程及其对终产品的影响,为大家提供一份实用的技术选型指南。
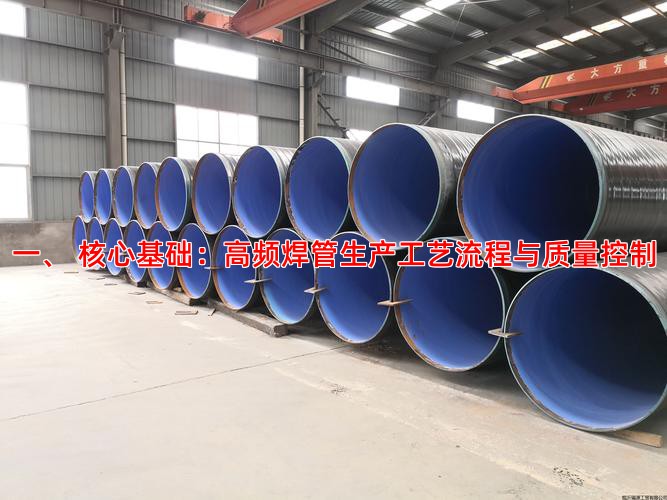
钢塑复合管的“钢骨架”大多采用高频焊管。它的质量是整个复合管的生命线。完整的高频焊管生产工艺流程包括:钢带准备、成型、高频焊接、去内外毛刺、冷却、定径矫直、切断等。其中,焊接环节是技术核心。根据我们的工艺实践,焊接热输入、挤压力的精确控制是保证焊缝致密性的关键。我们通常将壁厚公差控制在±10%以内,过大的公差会导致覆塑层不均,影响防腐效果。从技术角度看,焊缝必须经过在线涡流或超声波探伤,我们要求探伤检测合格率必须达到100%,任何未熔合、夹渣等缺陷都是后期开裂的隐患。在实际生产中,许多低价管材的问题就出在简化了工艺流程或放松了检测标准上。
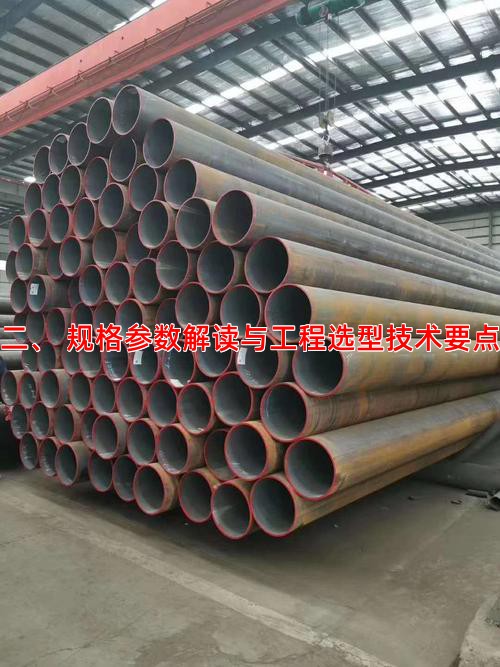
选型不能只看DN(公称通径),必须深究具体钢管技术参数。首先是基管材质,常用Q235B,对于承压或耐腐蚀要求高的场合,应选用Q355B或更低合金钢。其次是钢管质量标准,必须符合GB/T 3091或更专用的标准。壁厚是关键参数,例如DN100的管,壁厚有4.0mm、4.5mm、5.0mm等多个等级,价格和承压能力差异显著。在钢管加工技术方面,需关注端面处理工艺(是否做坡口)、定尺精度等,这关系到现场安装的效率和密封可靠性。我的明确建议是:在腐蚀性环境或输送热水介质时,务必选用内覆塑、外镀锌加覆塑的双面复合管,并优先选择采用钢管生产工艺成熟、质量控制体系完备的厂家产品。
总结来说,选择钢塑复合管,本质上是选择其基管的生产工艺和质量控制水平。务必要求供应商提供详尽的材质报告、工艺说明及检测证书,将关注点从“每米价格”转移到“每米价值”上。钢管生产工艺的细节决定了工程的长期安全与稳定。如有具体技术问题需要深入探讨,例如特定工况下的材料选择或高频焊管生产工艺流程中的缺陷分析,欢迎来电交流:,我们可以从工程师的视角提供更落地的建议。
