直销电话
13652031118
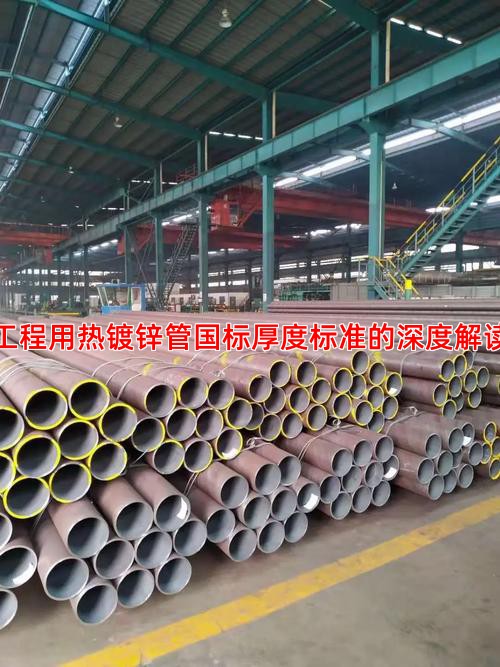
在工程采购中,许多用户对热镀锌管的“厚度”存在误区,往往只关注名义壁厚,而忽略了国标中更关键的“壁厚公差”和“镀锌层厚度”。根据我的经验,这直接关系到结构安全、成本控制与使用寿命。国标GB/T 3091等标准不仅规定了不同公称口径下的小壁厚,更明确了允许的壁厚偏差范围。例如,对于常用规格,壁厚公差通常控制在±10%以内。在实际生产中,我们通过高频焊管工艺的精确控制和在线测厚仪实时监控来确保达标。从技术角度来看,采购时绝不能仅凭“DNxxx”下单,必须明确“壁厚要求”及“正负公差”,这是保障工程质量的第一道防线。
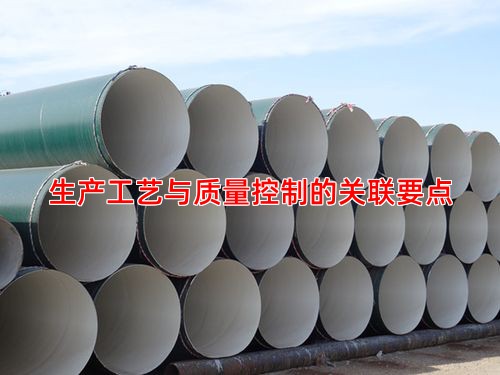
热镀锌管的质量,七分在母管(黑管),三分在镀锌。优质的母管是基础,其涉及的关键钢管生产工艺包括:钢带成型、高频焊接、焊缝处理等。焊缝质量是生命线,我们通常要求进行在线涡流探伤,确保探伤检测合格率100%。进入热浸镀锌环节,钢管技术参数中的锌液温度(一般控制在450-460℃)、浸锌时间及后续的冷却速率,共同决定了镀锌层的附着力、均匀性和厚度。根据我们的工艺实践,镀锌层局部厚度不应低于65μm,这需要通过磁性测厚仪多点检测。常见的“漏镀”、“锌瘤”等问题,多源于前处理不净或工艺参数波动,必须从钢管质量标准的源头进行过程管控。
基于以上技术分析,我给出一线采购建议:首先,技术协议中必须明确引用新国标号,并详细规定壁厚、镀锌层厚度、长度公差及力学性能等全套钢管技术参数。其次,要关注生产厂家的工艺装备水平,比如是否具备在线检测和完整的实验室体系。当工程有更高防腐需求时,会涉及内外涂塑钢管,这就引出一个常见问题:内外涂塑钢管厂家哪家好?我的观点是,好的涂塑管厂家首先必须是优秀的热镀锌管厂家,因为涂塑基管的质量决定了终成品性能。考察其前处理工艺(如磷化)、塑粉质量及固化温度控制是关键。后,现场验收不能只看外观,必须核查随货质量证明书,并可对壁厚、镀锌层进行抽样复检。
掌握核心钢管加工技术与标准精髓,才能实现精准采购。如有具体技术问题需要深入探讨,例如特殊环境下的选材或工艺优化,欢迎来电交流:,我们可基于您的实际工况提供针对性建议。
