直销电话
13652031118
在管道工程选型中,衬塑钢管因其优异的耐腐蚀性和承压能力被广泛应用。但许多同行在选型时常混淆“衬塑”与“钢塑复合”概念,或仅凭价格采购,忽略了核心的钢管生产工艺与质量标准,这为后续使用埋下了隐患。今天,我将结合十余年的一线生产与技术管理经验,谈谈如何正确理解衬塑钢管的技术内核并进行科学选型。
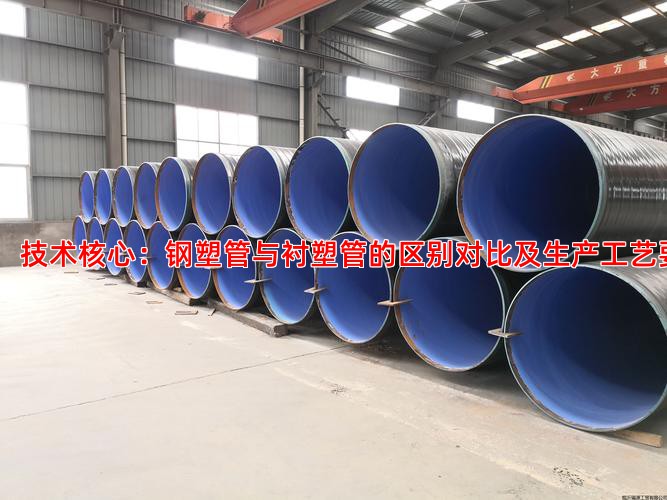
从技术角度来看,钢塑管与衬塑管虽同属复合管,但结构和工艺截然不同。我们常说的“衬塑钢管”,是在成型钢管内壁通过热滚塑、喷涂或冷拔衬里等工艺,将塑料层(如PE、PP-R)与钢管基体牢固结合。其核心钢管生产工艺,如焊接成型、热处理工艺,直接决定了管体的机械强度。在实际生产中,我们严格控制基管焊接的焊缝质量和热处理温度(通常建议在850℃-930℃进行去应力退火),这是保证衬塑层不因基体变形而脱落的前提。而“钢塑复合管”更多指以塑料为连续相、钢带为增强相的缠绕或粘结结构,两者承压机理不同。
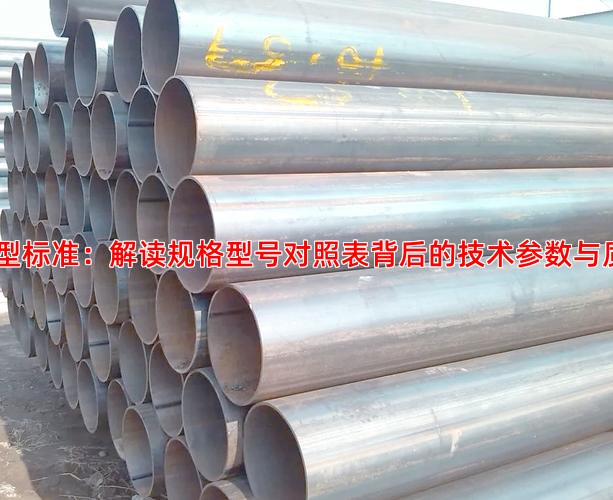
查看规格型号对照表,不能只看DN/英寸与壁厚。我建议重点关注三个隐含的钢管技术参数:一是基管壁厚及公差(我们通常将壁厚公差控制在±10%以内),这关系到承压安全余量;二是衬塑层的厚度与附着力,这需要通过电火花检测和拉拔测试来验证;三是钢管质量标准,尤其是执行标准(如GB/T 28897)。根据我们的工艺实践,选型时必须结合介质腐蚀性、工作压力与温度,确定合适的塑层材料与厚度。例如,对于频繁热冲击的工况,塑层与钢管的线膨胀系数匹配性就是关键,否则极易出现开裂。
厂家批发价的差异,本质上反映了钢管加工技术水平和质量控制成本的差异。价格过低的产品,往往在基管材质(如使用非标带钢)、钢管生产工艺简化(如省略热处理或内表面处理粗糙)、或检测环节(如探伤检测合格率不达标)上存在妥协。我们在实际生产中遇到的常见问题,如衬塑层鼓包、针孔,多源于前处理不彻底或塑化温度控制不当。因此,评估价格时,务必询问厂家的具体工艺路线、质量控制点(如是否逐根进行水压试验和电火花检漏)以及相关检测报告。一份可靠的产品,其成本必然体现在严谨的钢管加工技术和严格的质量检测体系上。
希望以上从一线生产角度出发的分析,能帮助您更专业地完成衬塑钢管的选型与采购。钢管技术细节繁多,任何参数的偏差都可能影响终使用性能。如有具体技术问题需要深入探讨,或需要针对特定工况的工艺咨询,欢迎随时来电交流:,我们可以结合您的实际工程案例进行具体分析。
