直销电话
13652031118
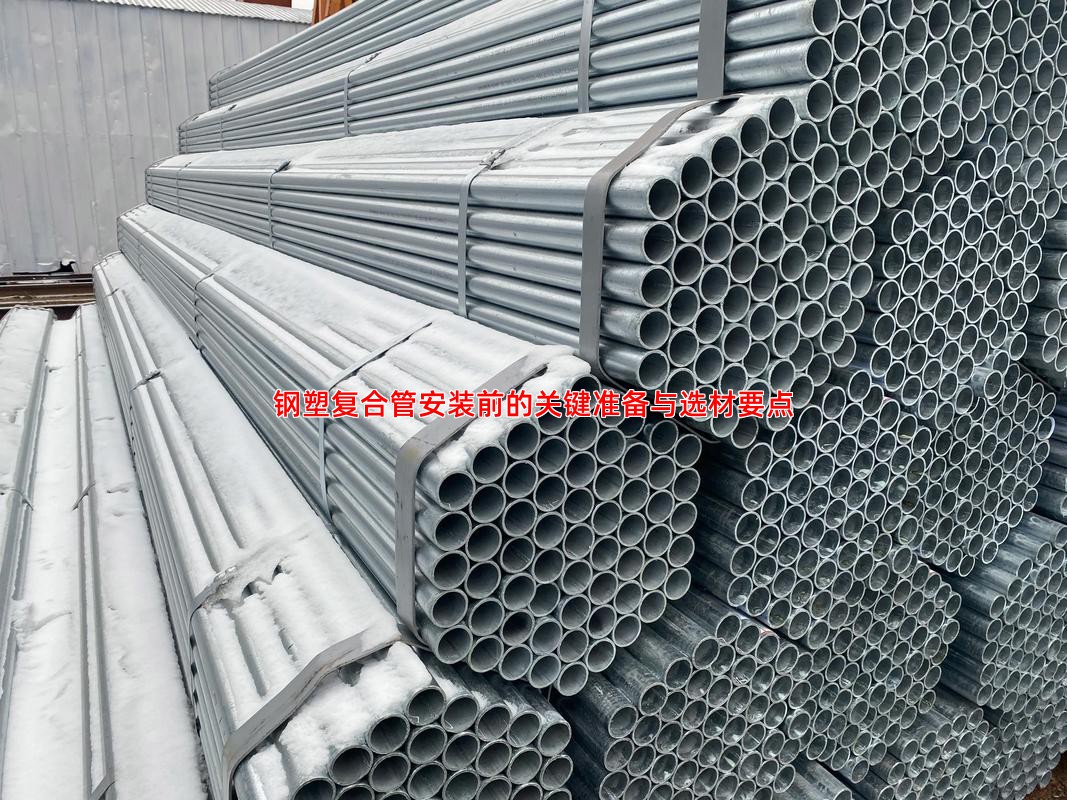
作为有十多年一线经验的工程师,我深知钢塑管安装的质量,从选材和预处理阶段就已决定。许多施工问题,根源在于对“钢管生产工艺”及“钢管质量标准”理解不足。首先,管材进场必须依据标准进行复验,核对“钢管技术参数”,包括基管材质、壁厚公差(通常控制在±10%以内)、塑层附着力以及出厂检测报告。在实际生产中,我们遇到过因壁厚不均导致承压能力下降的案例。关于“钢塑复合管价格多少钱一米”,我常提醒客户,价格差异直接反映了基管材质、塑层原料及工艺水平,切勿仅凭单价决策,而应综合考量寿命周期成本。切割环节需采用专用割刀,严禁高温切割损伤塑层,断面毛刺必须彻底清理,这是保证后续连接密封性的基础。
钢塑管的连接,尤其是螺纹连接与沟槽连接,是安装的核心。从技术角度看,螺纹加工必须采用专用板牙,确保螺纹长度、锥度符合标准,并检查塑层是否被破坏。我们的工艺实践是,在螺纹部位缠绕生料带或涂抹专用密封胶时,必须避免材料进入管道内壁。对于沟槽连接,需严格控制滚槽深度,过深会削弱管体强度,过浅则影响密封圈压紧。安装时,管道支架间距必须按规范设置,防止因挠度过大导致接口应力集中。在整个“钢管加工技术”实施过程中,我强调必须使用保护性工具,避免对塑层造成划伤或压痕,这些微小损伤在后期运行中会成为腐蚀的起点。现场质量控制的重点在于过程巡检,而非事后补救。
安装完成后的试压,是对前述所有工序的终检验。根据标准,试压应采用洁净水,强度试验和严密性试验的压力值、稳压时间必须严格执行。我们常发现的问题包括:因螺纹加工不当或密封材料选用错误导致的接口渗漏,以及因支架安装不牢产生的管道震动。从技术角度解析,这些问题往往与忽视“钢管技术参数”中的承压等级和温度适用范围有关。例如,在温差大的环境中,未考虑管道热胀冷缩的补偿,就会导致接口拉脱。因此,完整的安装工艺,必须包含系统冲洗和试运行,确保无杂质残留影响阀门和设备。每一道工序的严谨,才是工程长久安全运行的保障。
钢塑管安装是一项系统工程,融合了材料学、力学与实操经验。精准的“钢管加工技术”与严格的“钢管质量标准”把控,是控制综合成本与风险的关键。如有具体技术问题需要深入探讨,例如特定工况下的工艺参数选择,欢迎来电交流:,我们可以结合您的实际项目情况提供更具针对性的建议。
