直销电话
13652031118
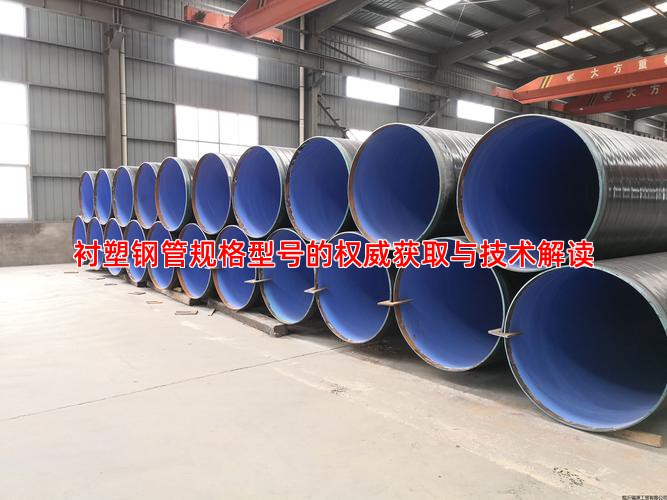
在管道选型与采购中,一份准确的衬塑钢管规格型号对照表是设计施工的基石。根据我的经验,许多项目初期的问题都源于对规格参数理解不透彻。要找到权威的对照表,我建议直接查阅国家标准GB/T 28897-2021《钢塑复合管》以及相关行业标准。这些文件不仅提供了公称直径、外径、壁厚系列、管件配套等核心参数,更明确了不同压力等级下的技术要求。在实际生产中,我们尤其关注“钢管生产工艺”对基管尺寸精度和表面处理等级的要求,这直接决定了内衬塑料层的结合强度与均匀性。切勿轻信网络流传的非标参数表,以免在后续的“涂塑复合管安装施工规范”中出现管件不匹配、承压能力不足等隐患。
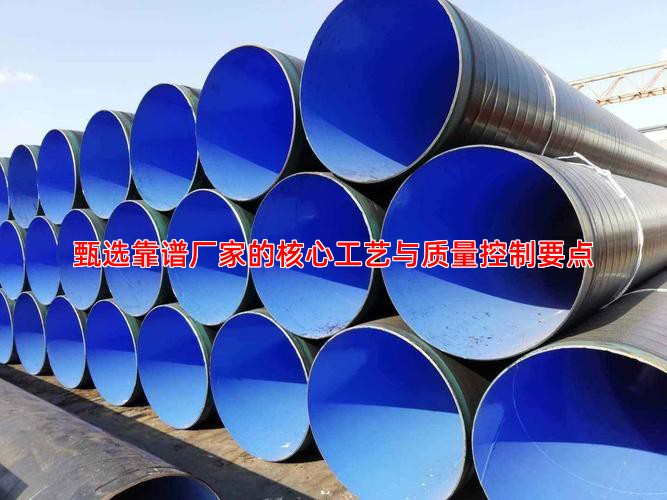
选择生产厂家,远不止比对价格和“钢管技术参数”表格。作为工程师,我考察厂家的核心是看其“钢管生产工艺”与质量管控体系。一套可靠的衬塑工艺,离不开前处理(如喷砂除锈至Sa2.5级)、加热温度精准控制(通常基管预热需达到塑料粉末熔融温度以上)、涂覆或滚塑工艺,以及后固化环节。我们要求“壁厚公差控制在±10%以内”,内衬层必须连续、无针孔。从技术角度看,厂家的检测能力至关重要,应包括结合强度剥离试验、电火花检漏(测试电压需根据壁厚调整)、压扁试验等。一个靠谱的厂家,其“钢管质量标准”是贯穿始终的,并能提供完整的材质报告与工艺记录。根据我们的工艺实践,那些能清晰解释其“钢管加工技术”如何避免端头塑层翘边、内衬起泡等缺陷的厂家,通常更值得信赖。
衬塑钢管的可靠性是“制造”出来的,更是“安装”出来的。许多现场问题,如接口渗漏、塑层破损,往往需要从生产端寻找根源。例如,为满足严格的“涂塑复合管安装施工规范”,我们在生产时就必须确保管端预留足够的焊接区域(即无塑层区)长度和精度,并对端口塑层做坡口或密封处理,以防止焊接热影响区破坏衬层。在实际生产中,我们曾通过优化“热处理温度建议在200-300℃范围”并严格控制冷却速率,显著提升了塑层与钢管的结合力,从而降低了安装过程中因磕碰导致分层的风险。安装单位应依据厂家提供的技术指引进行切割、焊接和连接,任何不规范操作都可能使优质管材功亏一篑。如有技术问题需要深入探讨,欢迎来电交流:。
